 返回首页
返回首页 在线订单
在线订单 联系我们
联系我们

自控轧钢机实验--PLC可编程控制器
发布时间:2017-06-15 点击次数:次
一、实验目的
用PLC完成轧钢机控制系统模拟
二、实验器材
1、可编程控制器实验台 1台
2、轧钢机控制系统模拟模块 1块
3、PC机或FX-20P-E(自备)1台
4、自锁连接导线 若干
三、实验原理与实验步骤
1、控制要求:
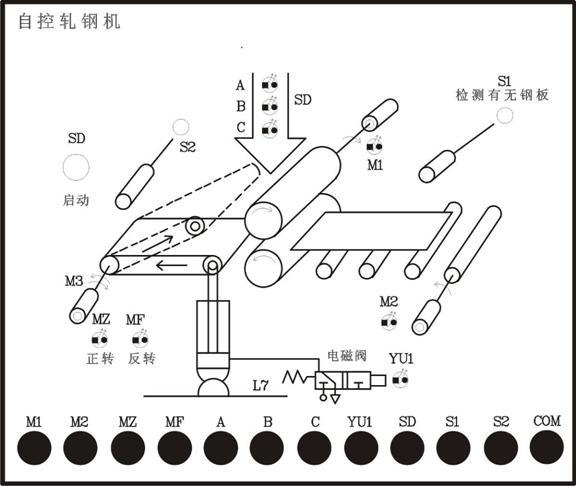
当启动按钮SD按下,电机M1、M2运行,传送钢板,检测传送带上有无钢板的传感器S1的信号(即开关为ON),表示有钢板,电机M3正转(MZ灯亮);S1的信号消失(为OFF),检测传送带上钢板到位后的传感器S2有信号(为ON),表示钢板到位,电磁阀动作(YU1灯亮),电机M3反转(MF灯亮)。Y1给一向下压下量,S2信号消失,S1有信号,电机M3正转……重复上述过程。
Y1第一次接通,发光管A亮,表示有一向下压下量,第二次接通时,A、B亮,表示有两个向下压下量,第三次接通时,A、B、C亮,表示有三个向下压下量,若此时S2有信号,则停机,须重新启动。
2、实验步骤:
(1)打开实验台电源,编程器与PLC连接
(2)根据具体情况编制输入程序,并检查是否正确
(3)按图接线,实验台与直线运动模块,检查连线是否正确
(4)启动程序,观察运行结果
四、设计程序清单
I/O地址分配
指令表
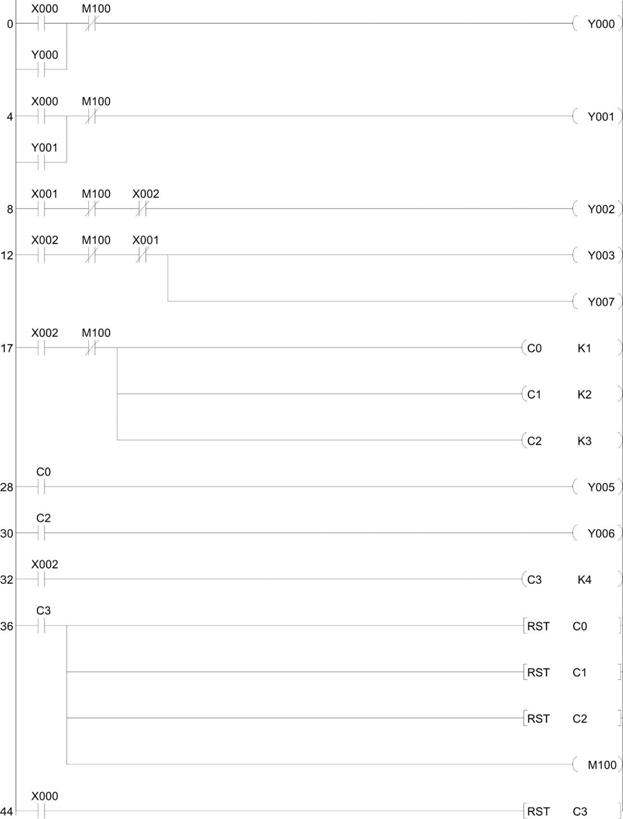
梯形图
接线图
※FX系列的输出继电器的公共端:FX2N-32MR为COM0~COM4;FX2N-48MR为COM0~COM5;FX1N-60MR为COM0~COM7
用PLC完成轧钢机控制系统模拟
二、实验器材
1、可编程控制器实验台 1台
2、轧钢机控制系统模拟模块 1块
3、PC机或FX-20P-E(自备)1台
4、自锁连接导线 若干
三、实验原理与实验步骤
1、控制要求:
当启动按钮SD按下,电机M1、M2运行,传送钢板,检测传送带上有无钢板的传感器S1的信号(即开关为ON),表示有钢板,电机M3正转(MZ灯亮);S1的信号消失(为OFF),检测传送带上钢板到位后的传感器S2有信号(为ON),表示钢板到位,电磁阀动作(YU1灯亮),电机M3反转(MF灯亮)。Y1给一向下压下量,S2信号消失,S1有信号,电机M3正转……重复上述过程。
Y1第一次接通,发光管A亮,表示有一向下压下量,第二次接通时,A、B亮,表示有两个向下压下量,第三次接通时,A、B、C亮,表示有三个向下压下量,若此时S2有信号,则停机,须重新启动。
2、实验步骤:
(1)打开实验台电源,编程器与PLC连接
(2)根据具体情况编制输入程序,并检查是否正确
(3)按图接线,实验台与直线运动模块,检查连线是否正确
(4)启动程序,观察运行结果
四、设计程序清单
I/O地址分配
| 输入地址 | 输出地址 | ||||
| SD | X0 | M1 | Y0 | A | Y4 |
| S1 | X1 | M2 | Y1 | B | Y5 |
| S2 | X2 | MZ | Y2 | C | Y6 |
| SIN4 | X3 | MF | Y3 | YU1 | Y7 |
|
0 LD X000 1 OR Y000 2 ANI M100 3 OUT Y000 4 LD X000 5 OR Y001 6 ANI M100 7 OUT Y001 8 LD X001 9 ANI M100 |
10 ANI X002 11 OUT Y002 12 LD X002 13 ANI M100 14 ANI X001 15 OUT Y003 16 OUT Y007 17 LD X002 18 ANI M100 19 OUT C0 K1 |
22 OUT C1 K2 25 OUT C2 K3 28 LD C0 29 OUT Y005 30 LD C2 31 OUT Y006 32 LD X002 33 OUT C3 K4 36 LD C3 37 RST C0 |
39 RST C1 41 RST C2 43 OUT M100 44 LD X000 45 RST C3 |
接线图
| SD | X0 |
可 编 程 控 制 器 实 验 台 |
Y0 | M1 | |
| S1 | X1 | Y1 | M2 | ||
| S2 | X2 | Y2 | MZ | ||
| Y3 | MF | ||||
| Y4 | A | ||||
| Y5 | B | ||||
| Y6 | C | ||||
| Y7 | YU1 | ||||
|
+24V |
|||||
| COM0-COM5 | |||||
